線束加工剝線/開線工藝規(guī)范要求
- 作者: 深華
- 來源: 纜仕特電子
- 日期 : 2024-04-09
1.目的:
本文講述線束加工剝線/開線工藝流程,針對(duì)剝線/開線作業(yè)不良原因及判定標(biāo)準(zhǔn)的一般要求。
2.適用范圍:
本文適用于線束加工開剝/開線作業(yè)流程狀態(tài)的檢驗(yàn),也適用于生產(chǎn)操作指導(dǎo)。
3.線材的結(jié)構(gòu)及用途:
開線(Cutting),剝線(Stripping)是線纜加工一個(gè)不可少的程序,它是利用外力將線纜切斷并將外被
脫去的過程,有時(shí)連同編織及絕緣層也同時(shí)開剝(如同軸線等)露出導(dǎo)體,以便以后加工.我們從電
線的基本結(jié)構(gòu)可以了解此過程的目的。
A. 外被:保護(hù)內(nèi)部芯線
B. 編織:纏繞抗電磁干擾
C. 鋁箔:抗電磁干擾,包裹芯線
D. 麥拉,棉線:填充物,增加外觀圓度
E. 地線:接地功能
F. 導(dǎo)體:導(dǎo)通絕緣耐壓.
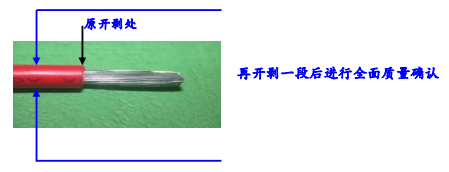
但是當(dāng)開剝時(shí),往往易在開剝處(位于外被邊緣,不易被發(fā)現(xiàn))損傷到外被內(nèi)的其他關(guān)
鍵結(jié)構(gòu),因此在確認(rèn)開剝的質(zhì)量時(shí),應(yīng)在原開剝的基礎(chǔ)上再開剝一段后進(jìn)行全面確認(rèn)。
4.圓線
4.1線材刮傷
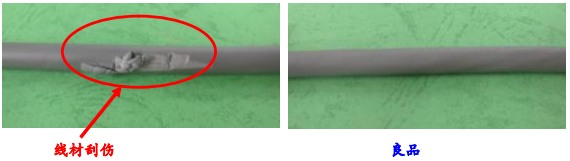
不良原因:在裁線過程中,拉線時(shí),線材碰觸刀口。
判定標(biāo)準(zhǔn):線材無刮傷現(xiàn)象。
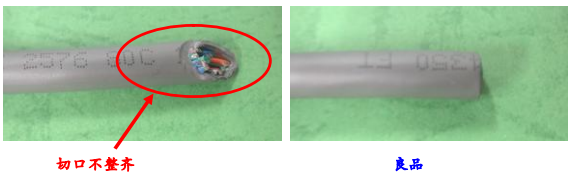
4.2切口不整齊
4.2切口不整齊
不良原因:裁線刀固定螺絲松動(dòng),以致刀口不能完全閉合。
判定標(biāo)準(zhǔn):裁線后的切口必須整齊。
4.3外被壓傷
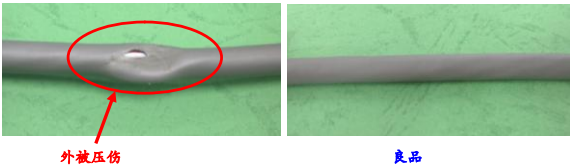
不良原因:開剝線材外被時(shí),氣剝機(jī)夾具調(diào)試過緊。
判定標(biāo)準(zhǔn):開剝后的線材無壓傷痕跡。
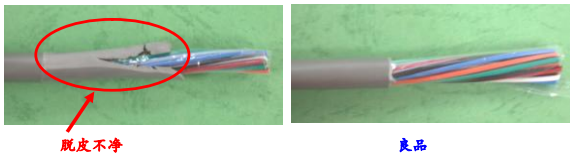
4.4剝皮不凈
4.4剝皮不凈
不良原因:脫皮后,絕緣皮參差不齊
判定標(biāo)準(zhǔn):高度差最大不得超過0.5mm。
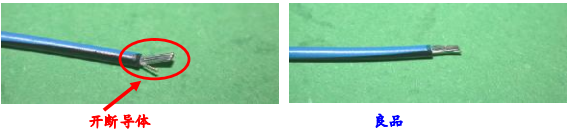
4.5開斷導(dǎo)體

4.6開斷編織

4.5開斷導(dǎo)體
不良原因:開剝導(dǎo)體時(shí),調(diào)刀模間隙太小,以至導(dǎo)體有開斷現(xiàn)象。
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1
4.6開斷編織
不良原因:開剝線材外被時(shí),刀模調(diào)試過緊
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1
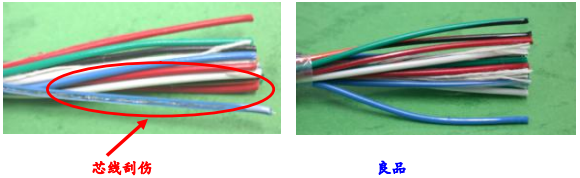
4.7芯線刮傷
4.7芯線刮傷
不良原因:開剝線材外被時(shí),刀模調(diào)試過緊.
判定標(biāo)準(zhǔn):芯線無刮傷現(xiàn)象
5.電子線
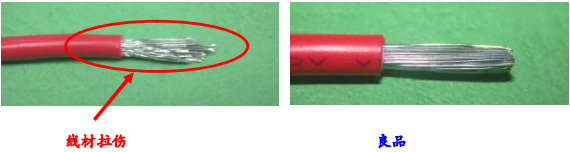
5.1線材拉傷
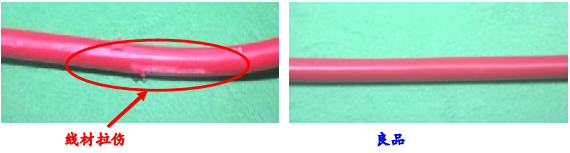
不良原因:在裁線過程中,線圈散亂,以至線材拉傷。
判定標(biāo)準(zhǔn):將線圈擺放整齊,線材無拉傷現(xiàn)象。
5.2導(dǎo)體不整齊

5.2導(dǎo)體不整齊
不良原因:脫皮時(shí),斷銅絲
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1
5.3開斷導(dǎo)體
5.3開斷導(dǎo)體
不良原因:脫皮時(shí),斷銅絲
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1
6.電源護(hù)套線
6.1脫皮不凈

不良原因:脫皮后,絕緣皮參差不齊。
判定標(biāo)準(zhǔn):高度差最大不得超過0.5mm。
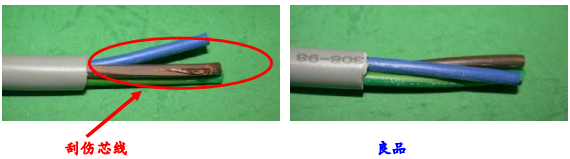
6.2刮傷芯線
6.2刮傷芯線
不良原因:開剝線材外被時(shí),刀模調(diào)試過緊
判定標(biāo)準(zhǔn):芯線無刮傷現(xiàn)象
7.同軸電纜線
7.同軸電纜線
7.1脫皮不凈

不良原因:開剝時(shí),刀模調(diào)試過松
判定標(biāo)準(zhǔn):外被能順利脫掉,且不能傷及編織
7.2開斷編織

7.2開斷編織
不良原因:開剝時(shí),刀模調(diào)試過緊
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1
7.3編織開剝不凈

不良原因:編織分布不均勻,以致開剝時(shí)有殘余編織遺留
判定標(biāo)準(zhǔn):開剝處,無編織遺留
7.4中心導(dǎo)體長短不一
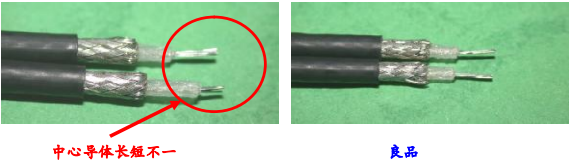
7.4中心導(dǎo)體長短不一
不良原因:開剝時(shí),送線速度不一致導(dǎo)致開剝后中心導(dǎo)體有長短不一現(xiàn)象。
判定標(biāo)準(zhǔn):中心導(dǎo)體尺寸不得超過要求范圍(遵循客戶要求,一般不超過±0.2或0.15mm)
7.5開斷導(dǎo)體
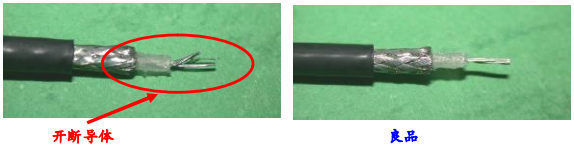
7.5開斷導(dǎo)體
不良原因:脫絕緣皮時(shí),斷銅絲
判定標(biāo)準(zhǔn):參照斷銅絲標(biāo)準(zhǔn)表.1.1

設(shè)備介紹:適用于本公司單芯線,電子線(12AWG-18AWG),裁切及開剝。
裁線總長為99m,最短為45mm。
安全知識(shí):(1)機(jī)器之功能鍵不可亂動(dòng),以免發(fā)生意外。
(2)電路接頭完好,以免觸電。
(3)及時(shí)清除機(jī)器及刀片周圍碎屑。
注意:機(jī)器運(yùn)轉(zhuǎn)過程中,切勿將手及其它異物伸入機(jī)器設(shè)罩內(nèi)。